November 29.2023
三轴枕式包装机的解决方案
 前言
前言
商品包装对商品具有非常重要的作用。首先,产品包装可以保护产品在运输和储存过程中免 受损坏,从而保持产品的品质和价值。其次商品包装外通常都印有各种标志,反映被包装物的 品名、数量等信息这样既有利于商品的分配调拨也有利于储运效果,提高产品的经济效益。
 |
设备简介
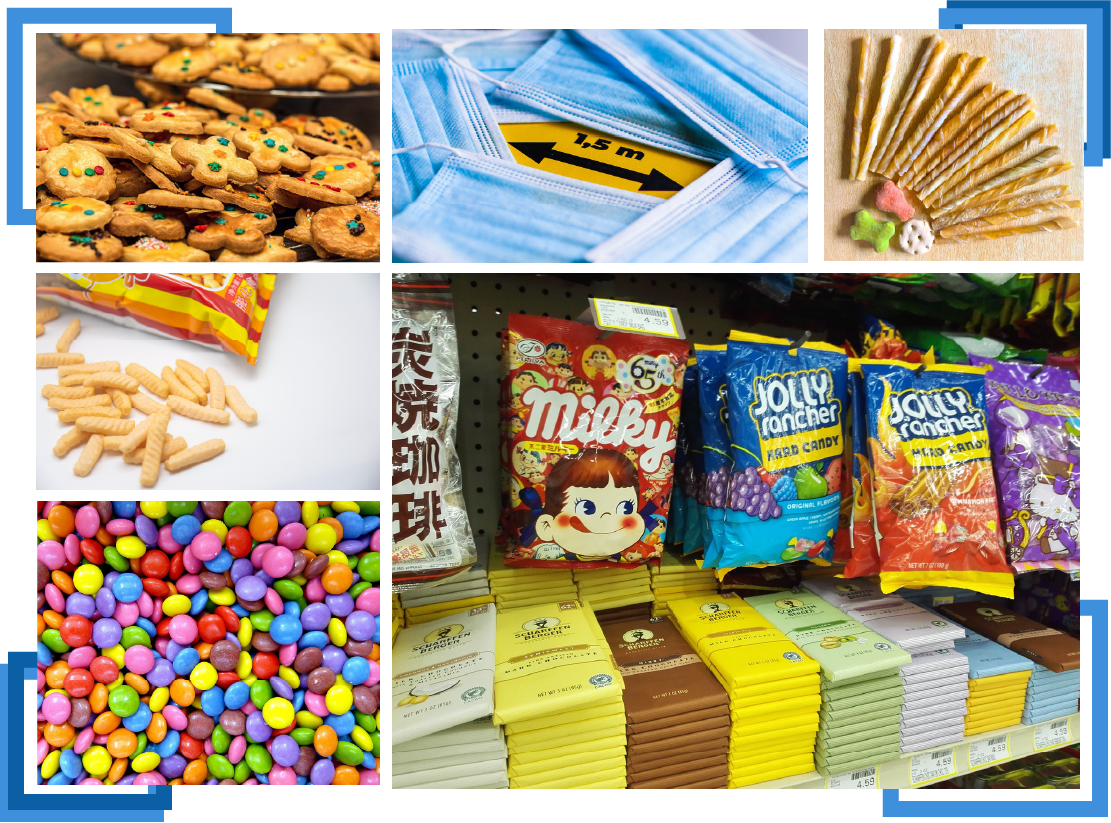
枕式包装机是包装行业常见的设备,是一种卧式三面封口 设备,行业应用广泛,如食品行业、日用化工、五金机电、 医药等行业自动化生产线的流水包装,如:饼干、蛋糕、化妆品、 纸巾等。本案例使用M PLC的电子凸轮功能代替
机械凸轮,对于机械安装、运行效率都会有很大的提高。设备 包含送料、制袋、填充、横封、纵封、切断、成品排出 等常用功能(还可以选配打孔、喷码、充气等)
 |
系统拓扑
 | 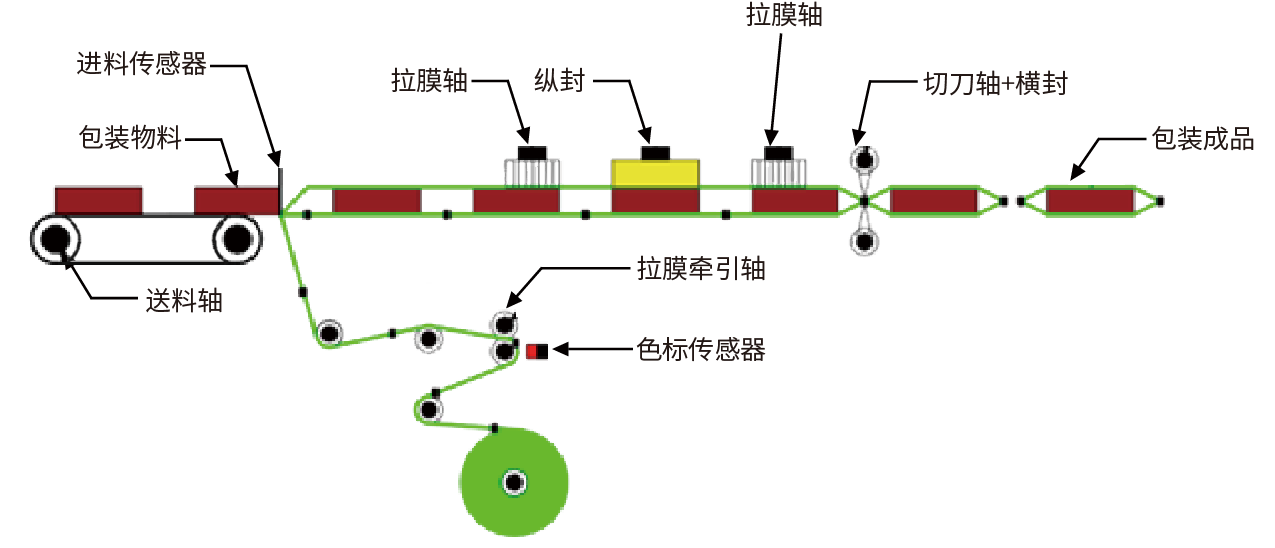 |
系统拓扑
 |
方案优势
►电子凸轮
| 【运动参数可调】 | 可以调整运动曲线,使用不同的加减速算法 |
| 【轨迹易于改动】 | 方便根据需求更改加工轨迹,而不需要繁琐的更改机械凸轮 |
| 【成本低】 | 当要改变凸轮的运动轨迹时,加工机械凸轮的成本较高,难度大。而电子凸轮只需设定一些轨迹参数即可,不需产生新的成本。 |
| 【寿命较长】 | 机械凸轮会磨损,而且通常是机床噪音的最大来源。而用电子凸轮 可减轻运行阻力及噪音,减轻机身重量,提高效率。 |
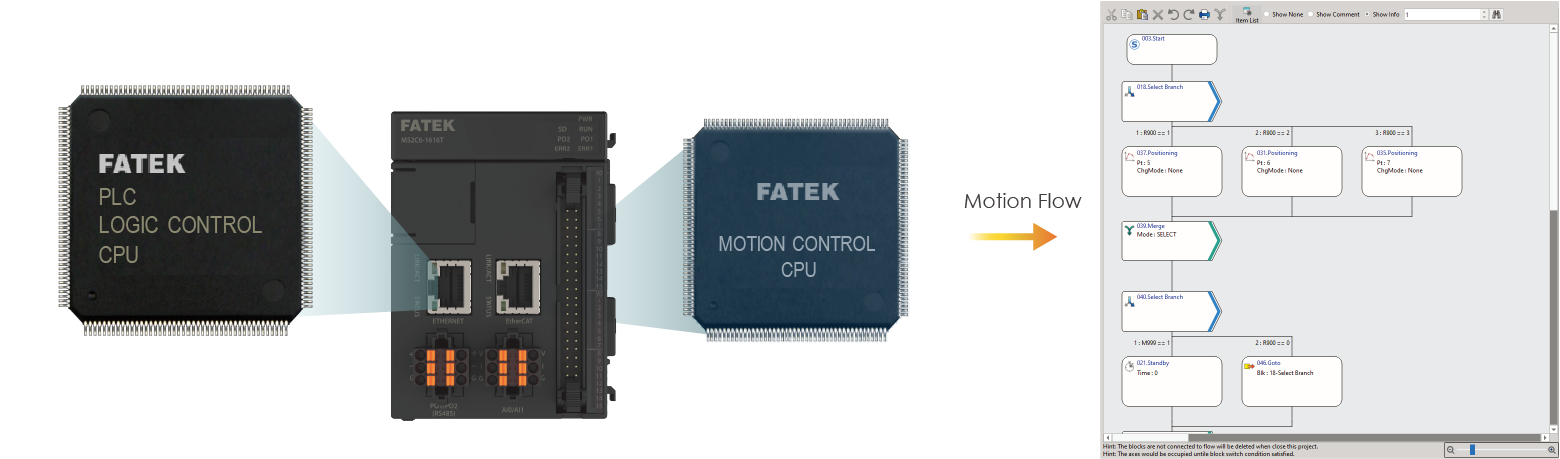
►高效的运算效率
双芯片设计将梯形图逻辑与运动流程双芯片独立运行,提升运算效率
全新开发分高性能处理器与算法M-PLC每步LD程式执行仅需0.8nS, Motion CPU负责运动控制,带有运动流程块,且不受主程序扫描周期影响。
 |
►完具的补偿模式
| 【相位补偿】 | 可用于调整主轴与凸轮轴之间曲线的偏移量平移。可以细分成直接补偿与 直线补偿(时间内完成补偿) 一般用于首刀切包时的位置调整 或 中途位置偏移的调整 |
| 【步进角补偿】 | 我们都知道,控制系统间的信号传输均会有一定的速度延时。特别是高速运行下 偏差会越来越明显。 而步进角补偿就是为了解决这种由于电气延时或伺服响应造成的位置偏差 |
| 【位移量补偿】 | 由于机械加工或是设备组装都是有一定误差的,这些误差也均会导致凸轮动作会 产生一定的范围波动, 我们可以通过调整电子齿轮比的大小来减少这种误差 |
| 【色标补偿】 | 在包装带有印刷图案时,误差现象将进一步被放大。而使用色标补偿可以 ①补偿图案印刷的间距误差; ②补偿受张力变化影响而产生的材料拉伸形变 ③补偿材料与传动机构之间的相对运动(打滑)等等 通过M PLC的内部运算搭配虚拟轴的 运动叠加 或 主轴的相位补偿等功能, 可以大大减少上述误差现象 |
►A6伺服探针
| 在色标补偿应用中,如果通过PLC直接 读取伺服位置进行补偿位置时候 会有 延时情况(信号延迟+通信延时等等)。 而A6伺服的探针功能可以减少这种误差情况。 该功能可以通过伺服的高速IO输入口, 进行锁定当前伺服的位置,再由PLC读取其锁存的值 再进行相关处理 更加能保证切包时位置的准确性。 | 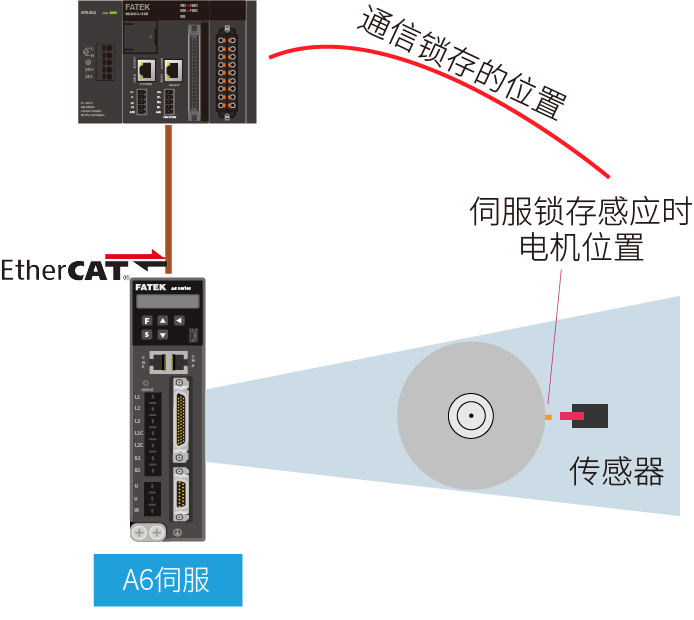 |
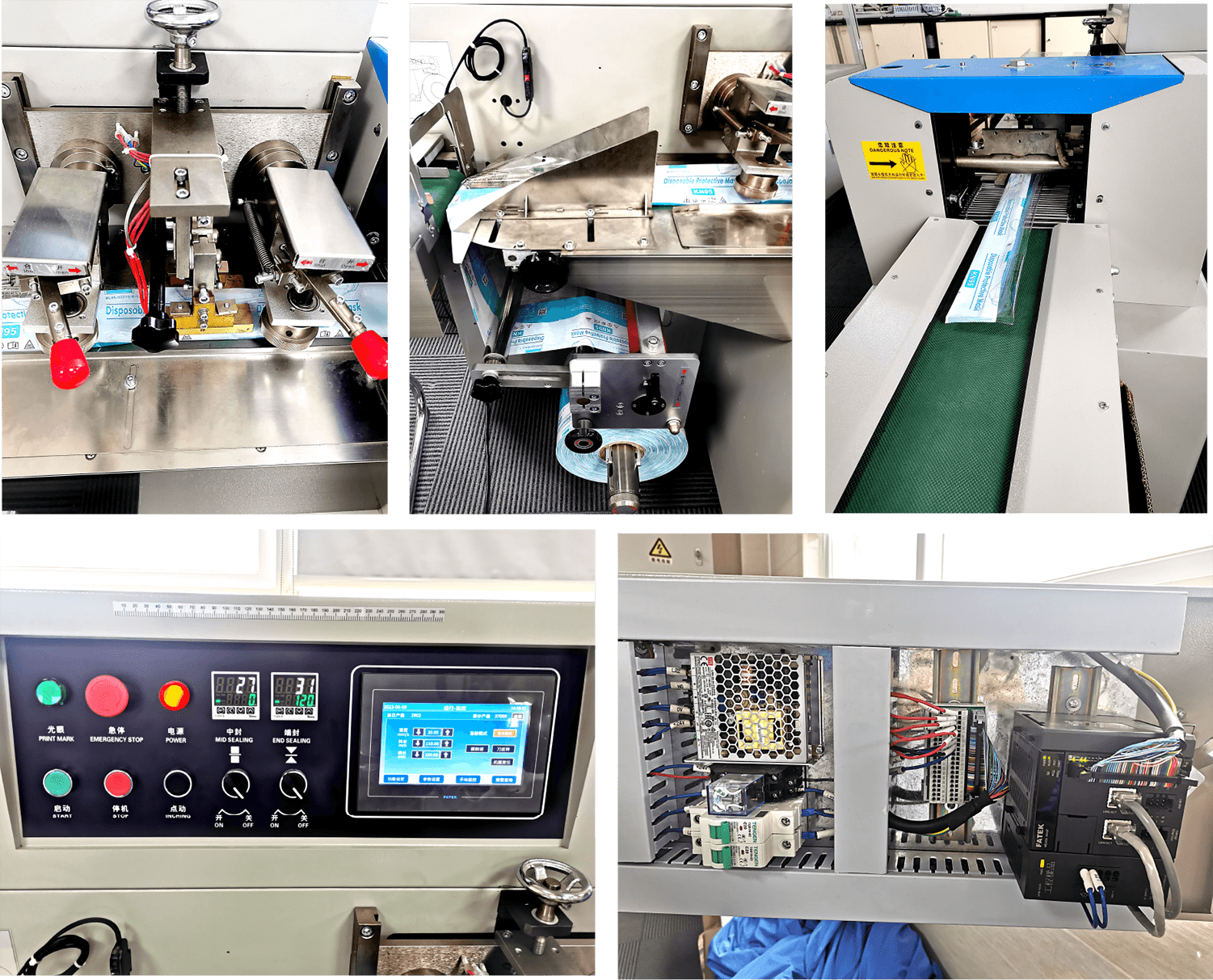
控制界面
 |
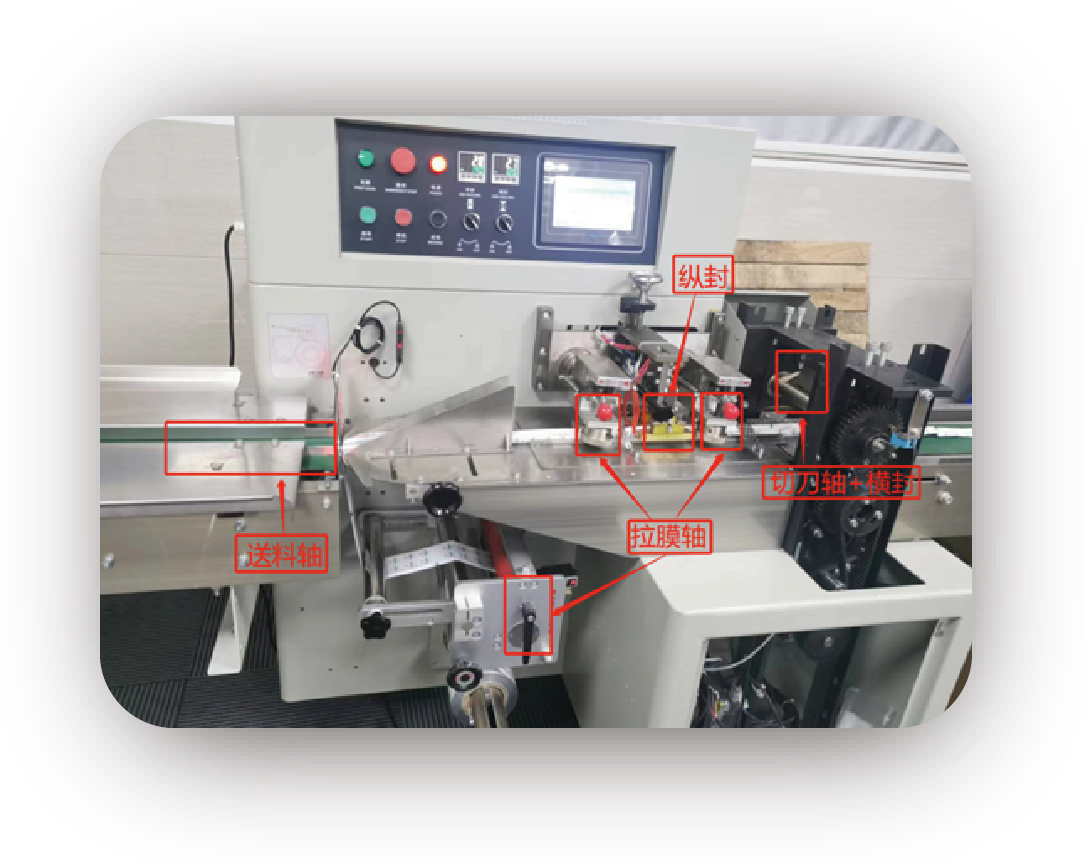
现场配图
 |
运行影片
产品资讯
| M PLC | P5 HMI | DA6 伺服 |
 |  |