November 28.2023
往复喷涂设备的解决方案
 前言
前言
喷涂是通过喷枪使油漆雾化,涂覆于物体表面的一种加工方法。利用喷涂技术,可以在各种基体上获得具有耐磨、耐蚀、隔热、导电、绝缘、密封、润滑以及其他特殊机械的物理、化学性能的涂层。实际上喷涂涉及到生活的方方面面,小到塑料瓶盖、螺丝,大到木箱喷涂、汽车配件等等。
 |
设备简介
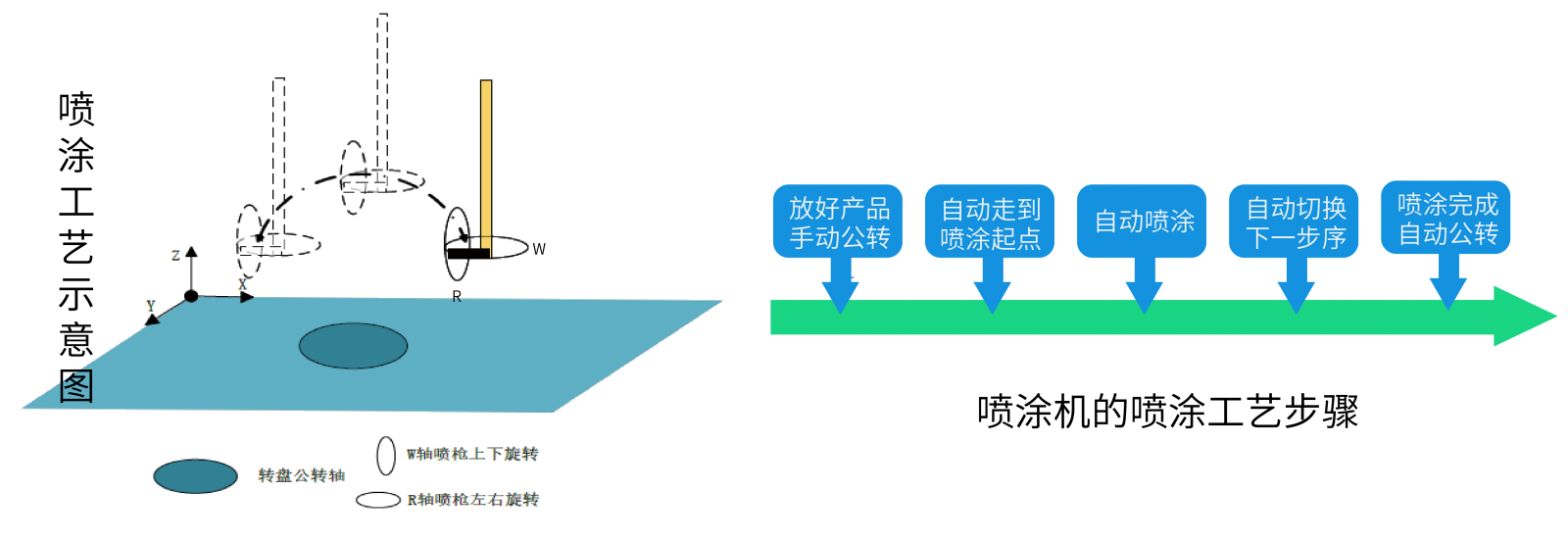
自动往复喷涂机通过在喷涂过程中对吸入的涂料增压,经高压软管将涂料输送到喷涂机的喷枪内,作业中不断调整喷枪与产品表面的角度将涂料瞬间雾化后释放到被涂物体表面。主要通过X轴、Y轴、Z轴控制喷枪在立体空间上的位置,再通过W与R轴实现喷枪的上下与左右的旋转,实现标准平面产品和异面曲面上的产品表面的喷涂工作。
 |
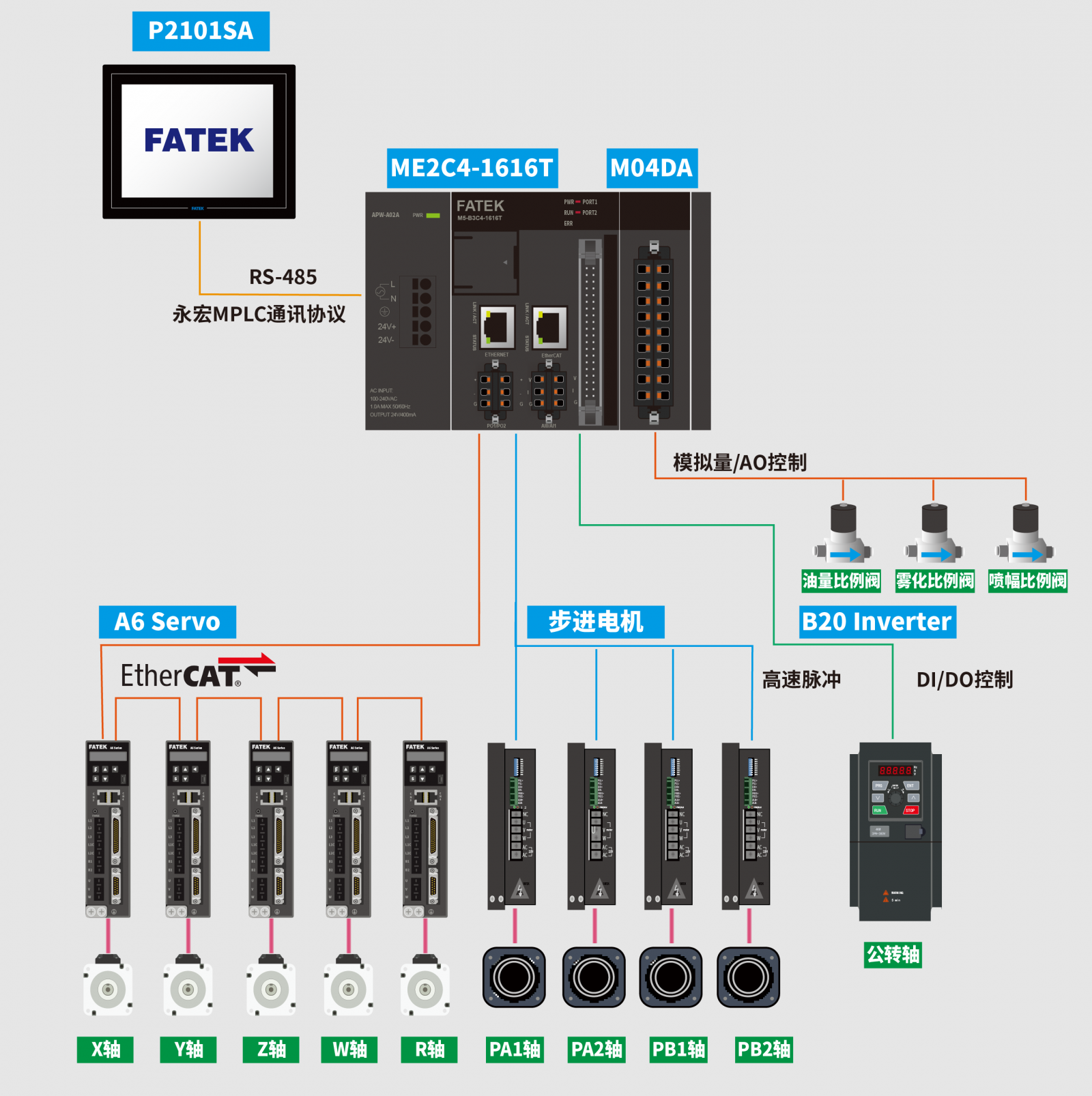
系统拓扑
 |
方案优势
►对于部分物体需要实现弧面喷涂的解决办法是?
透过M PLC的空间插补与螺旋插补功能, 让喷枪的动作轨迹与物体的形状弧度相同,实现360°无死角喷涂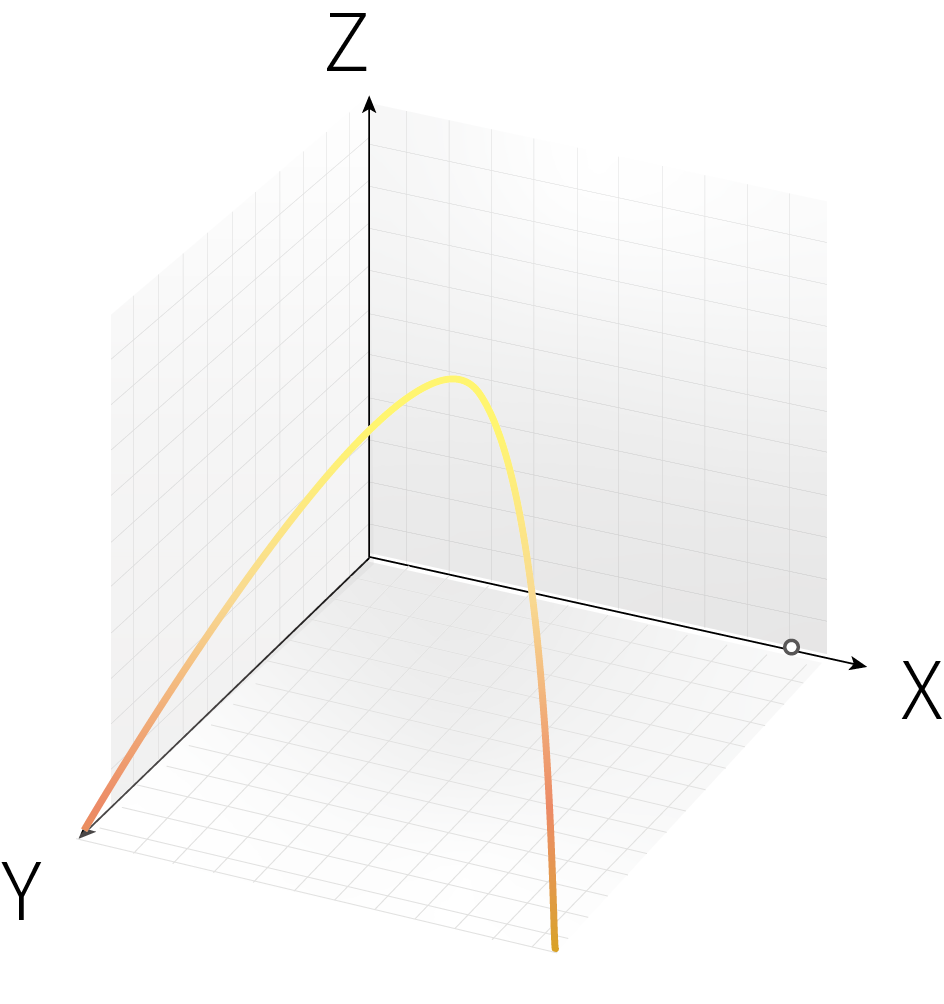 |  |
| 螺旋插补轨迹演示 | 空间圆弧插补轨迹演示 |
►在喷漆物件的千奇百怪的形状时,我们是否能支持自由配置轨迹?
在步序配置界面中可设定按照物间的不同设置多个轨迹模式顺序运行喷涂轨迹,并带用常用的步序插入、删除、复制、粘贴等常用功能,目前多达13种轨迹模式自由配置。下面仅为部分模式列举。
| 平 面 轨 迹 | 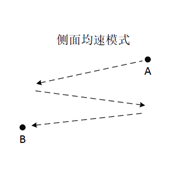 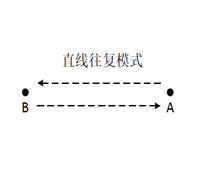 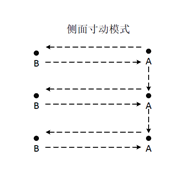 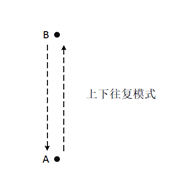  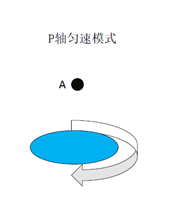 | |
| 曲面轨迹 | 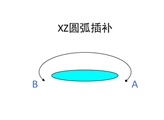 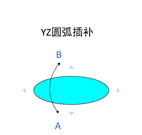  | |
| 步序编辑 |  |  |
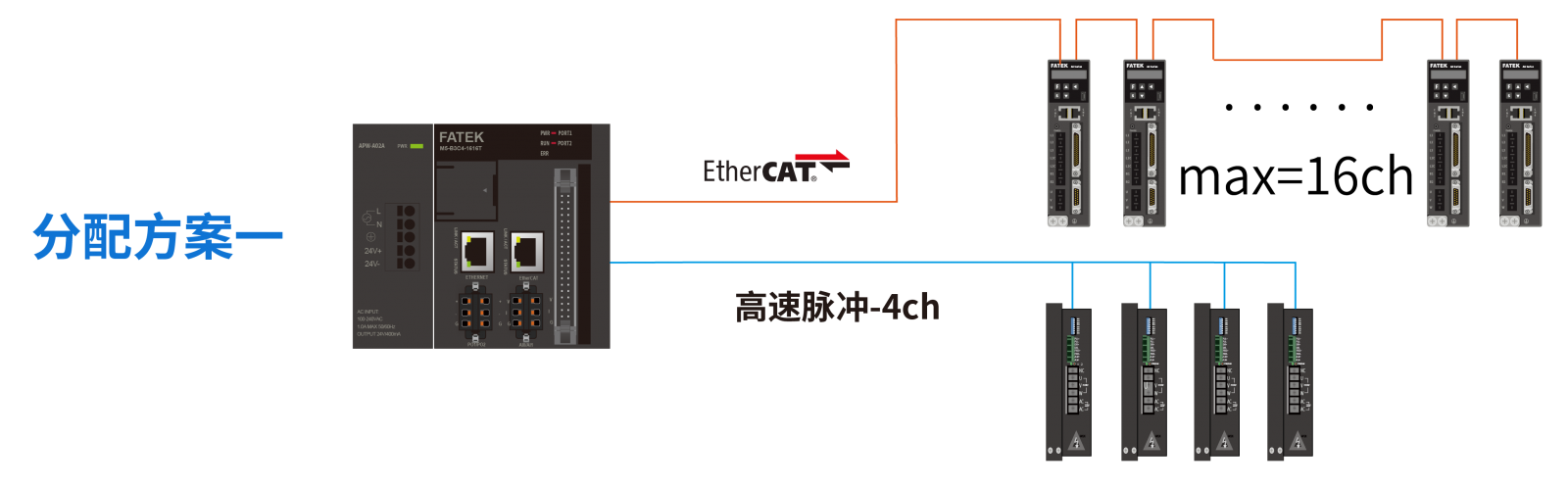
►控制系统既有使用总线控制,也有使用脉冲控制,能单台PLC搞定吗?
目前M PLC就是采用混合控制的方式 , 主要支持两种样式分配方式① 16轴EtherCAT总线 + 4轴200Khz脉冲控制 (其中EtherCAT轴数可以随着机型的不同减少)
② 4轴EtherCAT总线 + 8轴100Khz脉冲控制
可灵活选取方法以节约控制系统成本
 |
 |
►如何避免喷涂过程中有起粒、垂流等喷涂问题?
通过当前喷枪位置与物件位置的不同调整喷枪阀门开幅大小,配合高精度的模拟量控制流量、雾化、喷幅阀门大小,可完美解决喷涂不均匀、出油不稳定等问题| 较 远 距 离 |  | 较 近 距 离 |  | |
| 可根据远近距离可单独调整喷雾、油量大小 | ||||
控制界面
 |
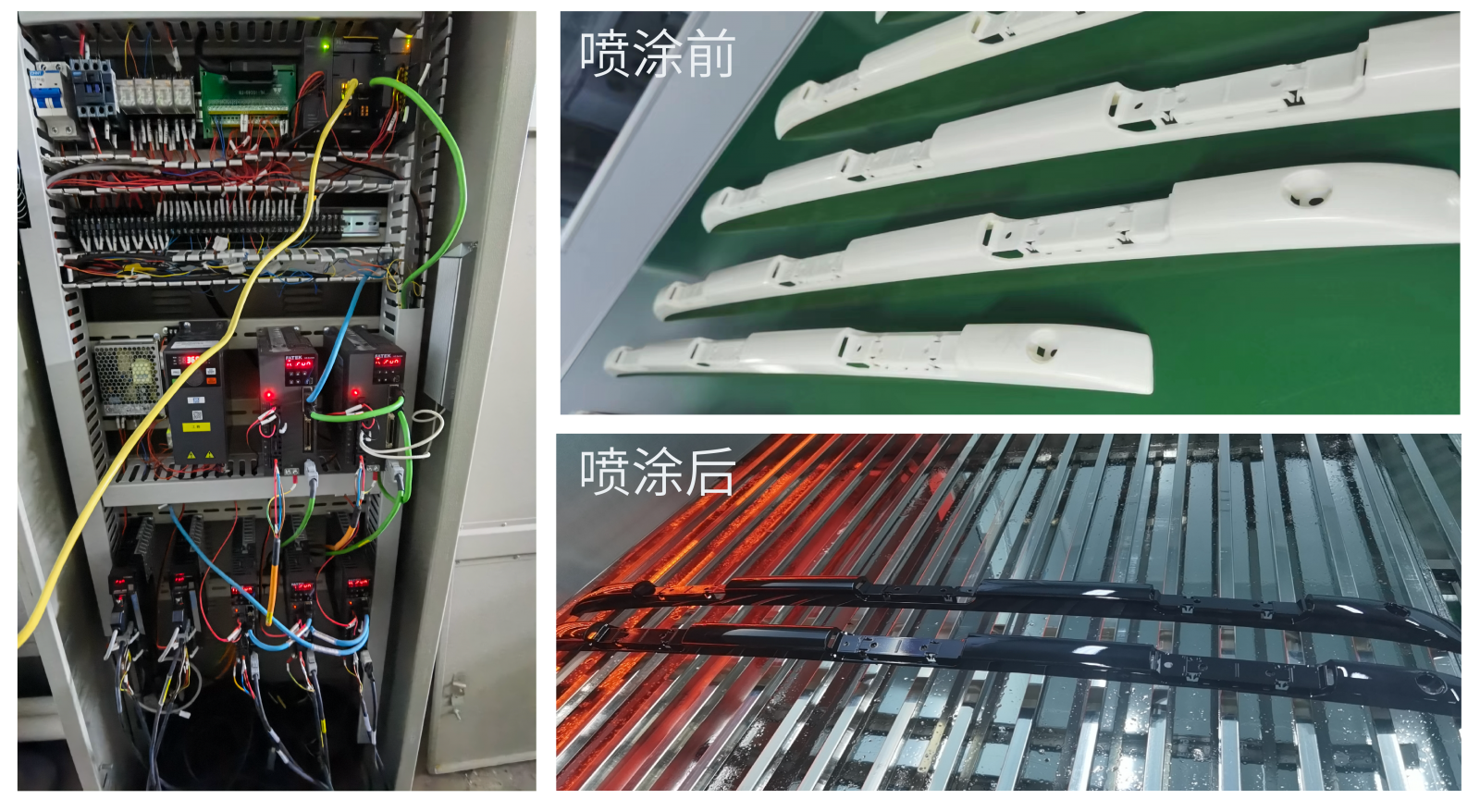
现场配图
 |
运行影片
 |  |
功能 VS 应用
►3D圆弧插补&空间螺旋插补⇔使得喷枪与物件表面角度平行,多轨迹样式
►HMI脚本与配方功能结合⇔实现喷涂步序,自由配置轨迹
产品资讯
| M PLC | P5 HMI | DA6 伺服 |
 |  |